
მარგარინის წარმოების ტექნოლოგია
რეზიუმე
დღეს კვების კომპანიები, სხვა საწარმოო ბიზნესების მსგავსად, არა მხოლოდ კვების გადამამუშავებელი აღჭურვილობის საიმედოობასა და ხარისხზე არიან ორიენტირებულნი, არამედ სხვადასხვა მომსახურებაზეც, რომელთა მიწოდებაც გადამამუშავებელი აღჭურვილობის მომწოდებელს შეუძლია. ჩვენს მიერ მოწოდებული ეფექტური გადამამუშავებელი ხაზების გარდა, ჩვენ შეგვიძლია ვიყოთ პარტნიორები საწყისი იდეის ან პროექტის ეტაპიდან საბოლოო ექსპლუატაციაში გაშვების ფაზამდე, რომ არ დაგვავიწყდეს მნიშვნელოვანი შემდგომი მომსახურება.
Shiputec-ს 20 წელზე მეტი გამოცდილება აქვს კვების პროდუქტების გადამუშავებისა და შეფუთვის ინდუსტრიაში.
ჩვენი ტექნოლოგიის შესავალი
ხედვა და ერთგულება
Shiputec-ის სეგმენტი თავისი გლობალური ოპერაციების მეშვეობით ქმნის, აწარმოებს და ყიდის პროცესების ინჟინერიისა და ავტომატიზაციის გადაწყვეტილებებს რძის, კვების, სასმელების, საზღვაო, ფარმაცევტული და პირადი მოვლის ინდუსტრიებისთვის.
ჩვენ ვალდებულნი ვართ დავეხმაროთ ჩვენს მომხმარებლებს მთელ მსოფლიოში, გააუმჯობესონ მათი საწარმოო ქარხნებისა და პროცესების მუშაობა და მომგებიანობა. ამას ჩვენ ვაღწევთ პროდუქტებისა და გადაწყვეტილებების ფართო სპექტრის შეთავაზებით, დაწყებული ინჟინერიული კომპონენტებიდან, დამთავრებული სრული ტექნოლოგიური ქარხნების დიზაინით, რომლებიც მხარდაჭერილია მსოფლიოში წამყვანი აპლიკაციებითა და განვითარების ექსპერტიზით.
ჩვენ ვაგრძელებთ ჩვენს მომხმარებლებს დახმარებას მათი ქარხნის მუშაობისა და მომგებიანობის ოპტიმიზაციაში მისი მთელი მომსახურების ვადის განმავლობაში, მათ ინდივიდუალურ საჭიროებებზე მორგებული დამხმარე სერვისებით, კოორდინირებული მომხმარებელთა მომსახურებისა და სათადარიგო ნაწილების ქსელის მეშვეობით.
მომხმარებელზე ფოკუსირება
„შიპუტეკი“ ავითარებს, აწარმოებს და ამონტაჟებს კვების მრეწველობისთვის თანამედროვე, მაღალეფექტურ და საიმედო გადამამუშავებელ ხაზებს. კრისტალიზებული ცხიმიანი პროდუქტების, როგორიცაა მარგარინი, კარაქი, სპრედები და ცხიმოვანი მჟავები, წარმოებისთვის „შიპუტეკი“ გთავაზობთ გადაწყვეტილებებს, რომლებიც ასევე მოიცავს ემულგირებული საკვები პროდუქტების, როგორიცაა მაიონეზი, სოუსები და სოუსები, გადამამუშავებელ ხაზებს.
მარგარინის წარმოება
მარგარინი და მასთან დაკავშირებული პროდუქტები შეიცავს წყლის ფაზას და ცხიმის ფაზას და, შესაბამისად, შეიძლება დახასიათდეს, როგორც წყალი-ზეთში (W/O) ემულსიები, რომლებშიც წყლის ფაზა წვრილად არის გაფანტული წვეთების სახით უწყვეტ ცხიმის ფაზაში. პროდუქტის გამოყენების მიხედვით, შესაბამისად შეირჩევა ცხიმის ფაზის შემადგენლობა და წარმოების პროცესი.
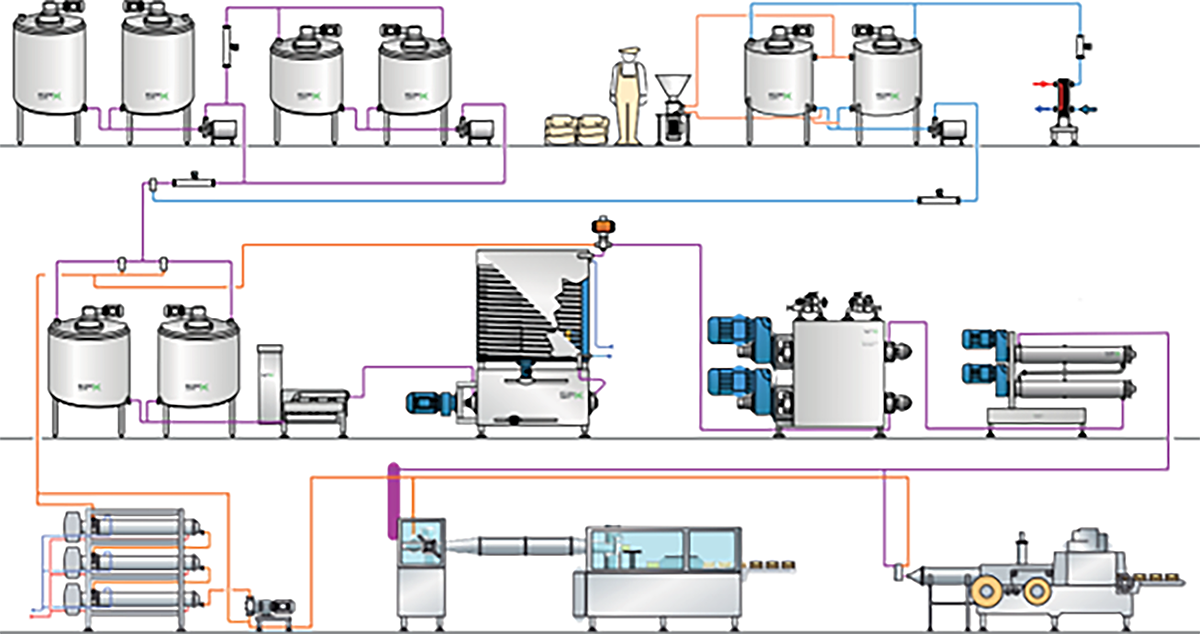
კრისტალიზაციის აღჭურვილობის გარდა, მარგარინისა და მასთან დაკავშირებული პროდუქტების თანამედროვე საწარმოო ობიექტი, როგორც წესი, მოიცავს სხვადასხვა ავზებს ზეთის შესანახად, ასევე ემულგატორის, წყლის ფაზისა და ემულსიის მოსამზადებლად; ავზების ზომა და რაოდენობა გამოითვლება ქარხნის სიმძლავრისა და პროდუქციის პორტფელის მიხედვით. ობიექტი ასევე მოიცავს პასტერიზაციის ბლოკს და ხელახალი დნობის ობიექტს. ამრიგად, წარმოების პროცესი ზოგადად შეიძლება დაიყოს შემდეგ ქვეპროცესებად (იხილეთ დიაგრამა 1):

წყლის ფაზისა და ცხიმოვანი ფაზის მომზადება (ზონა 1)
წყლის ფაზა ხშირად მზადდება ეტაპობრივად წყლის ფაზის ავზში. წყალი უნდა იყოს კარგი სასმელი ხარისხის. თუ სასმელი წყლის ხარისხის გარანტია შეუძლებელია, წყალი შეიძლება გაიაროს წინასწარი დამუშავება, მაგალითად, ულტრაიისფერი გამოსხივების ან ფილტრის სისტემის საშუალებით.
წყლის გარდა, წყლის ფაზა შეიძლება შედგებოდეს მარილის ან მარილწყლისგან, რძის ცილების (სუფრის მარგარინი და უცხიმო სპრედები), შაქრის (ფენოვანი ცომი), სტაბილიზატორების (შემცირებული და უცხიმო სპრედები), კონსერვანტებისა და წყალში ხსნადი არომატიზატორებისგან.
ცხიმოვანი ფაზის, ცხიმოვანი ნაზავის ძირითადი ინგრედიენტები, როგორც წესი, სხვადასხვა ცხიმებისა და ზეთების ნაზავისგან შედგება. სასურველი მახასიათებლებისა და ფუნქციონალურობის მქონე მარგარინის მისაღებად, ცხიმოვან ნაზავში ცხიმებისა და ზეთების თანაფარდობა გადამწყვეტია საბოლოო პროდუქტის მახასიათებლებისთვის.
სხვადასხვა ცხიმები და ზეთები, ცხიმის ნაზავის ან ცალკეული ზეთების სახით, ინახება ზეთის შესანახ ავზებში, რომლებიც, როგორც წესი, წარმოების ობიექტის გარეთ არის განთავსებული. ისინი ინახება ცხიმის დნობის წერტილზე მაღალ ტემპერატურაზე და მორევის ქვეშ, რათა თავიდან იქნას აცილებული ცხიმის ფრაქციონირება და ადვილი დამუშავება.
ცხიმოვანი ნაზავის გარდა, ცხიმოვანი ფაზა, როგორც წესი, შედგება ცხიმში ხსნადი მცირე ინგრედიენტებისგან, როგორიცაა ემულგატორი, ლეციტინი, არომატიზატორი, საღებავი და ანტიოქსიდანტები. ეს მცირე ინგრედიენტები ცხიმოვან ნაზავში იხსნება წყლის ფაზის დამატებამდე, ანუ ემულსიფიკაციის პროცესის დაწყებამდე.
ემულსიის მომზადება (ზონა 2)

ემულსია მზადდება სხვადასხვა ზეთებისა და ცხიმების ან ცხიმის ნარევების ემულსიის ავზში გადატანით. როგორც წესი, ჯერ ემატება მაღალი დნობის ცხიმები ან ცხიმის ნარევები, შემდეგ კი დაბალი დნობის ცხიმები და თხევადი ზეთი. ცხიმოვანი ფაზის მომზადების დასასრულებლად, ცხიმოვან ნარევს ემატება ემულგატორი და სხვა ზეთში ხსნადი მცირე ინგრედიენტები. როდესაც ცხიმოვანი ფაზის ყველა ინგრედიენტი სათანადოდ არის შერეული, ემატება წყლის ფაზა და ინტენსიური, მაგრამ კონტროლირებადი შერევით იქმნება ემულსია.
ემულსიის სხვადასხვა ინგრედიენტის გასაზომად შეიძლება გამოყენებულ იქნას სხვადასხვა სისტემა, რომელთაგან ორი მუშაობს პარტიულად:
ნაკადის მრიცხველის სისტემა
აწონვის ავზის სისტემა
უწყვეტი ხაზოვანი ემულსიფიკაციის სისტემა ნაკლებად სასურველი, მაგრამ ხშირად გამოყენებული გადაწყვეტაა, მაგალითად, მაღალი სიმძლავრის ხაზებში, სადაც ემულსიის ავზებისთვის შეზღუდული ადგილია ხელმისაწვდომი. ეს სისტემა იყენებს დოზირების ტუმბოებს და მასის ნაკადის მრიცხველებს მცირე ემულსიის ავზში დამატებული ფაზების თანაფარდობის გასაკონტროლებლად.
ზემოხსენებული სისტემების მართვა შესაძლებელია სრულად ავტომატურად. თუმცა, ზოგიერთ ძველ ქარხანას კვლავ აქვს ხელით მართვადი ემულსიების მომზადების სისტემები, თუმცა ისინი შრომატევადია და მათი მონტაჟი დღესდღეობით არ არის რეკომენდებული მიკვლევადობის მკაცრი წესების გამო.
ნაკადის მრიცხველის სისტემა დაფუძნებულია ემულსიის პარტიული მომზადების მეთოდზე, რომლის დროსაც სხვადასხვა ფაზები და ინგრედიენტები იზომება მასის ნაკადის მრიცხველებით, როდესაც ისინი სხვადასხვა ფაზის მომზადების ავზიდან ემულსიის ავზში გადაიტანება. ამ სისტემის სიზუსტეა +/-0.3%. ეს სისტემა ხასიათდება გარე ფაქტორების, როგორიცაა ვიბრაცია და ჭუჭყი, მიმართ მგრძნობელობით.
აწონვის ავზის სისტემა ნაკადის მრიცხველის სისტემის მსგავსია, რომელიც ემულსიის პარტიების მიხედვით მომზადებაზეა დაფუძნებული. აქ ინგრედიენტებისა და ფაზების რაოდენობა პირდაპირ ემულსიის ავზში ემატება, რომელიც დატვირთვის უჯრედებზეა დამონტაჟებული და ავზში დამატებული რაოდენობის მარეგულირებელ კონტროლს ახორციელებს.
როგორც წესი, ემულსიის მოსამზადებლად გამოიყენება ორავტოტანკის სისტემა, რათა კრისტალიზაციის ხაზი უწყვეტად მუშაობდეს. თითოეული ავზი მუშაობს როგორც მომზადებისა და ბუფერული ავზი (ემულსიის ავზი), ამიტომ კრისტალიზაციის ხაზი ერთი ავზიდან მიეწოდება, ხოლო ახალი პარტია მეორეში მომზადდება და პირიქით. ამას ფლიპ-ფლოპ სისტემა ეწოდება.
ასევე შესაძლებელია ხსნარის გამოყენება, სადაც ემულსია მზადდება ერთ ავზში და მზადყოფნის შემდეგ გადადის ბუფერულ ავზში, საიდანაც კრისტალიზაციის ხაზი მიეწოდება. ამ სისტემას წინასწარი მიქსის/ბუფერული სისტემა ეწოდება.
პასტერიზაცია (ზონა 3)

ბუფერული ავზიდან ემულსია, როგორც წესი, უწყვეტად იტუმბება ფირფიტოვანი თბოგამცვლელის (PHE) ან დაბალი წნევის გახეხილი ზედაპირის თბოგამცვლელის (SSHE) ან მაღალი წნევის SSHE-ს მეშვეობით პასტერიზაციისთვის, კრისტალიზაციის ხაზში შესვლამდე.
სრული ცხიმიანობის პროდუქტებისთვის, როგორც წესი, გამოიყენება PHE. ნაკლებცხიმიანი ვერსიებისთვის, სადაც ემულსიას მოსალოდნელია შედარებით მაღალი სიბლანტე და სითბოსადმი მგრძნობიარე ემულსიებისთვის (მაგ., მაღალი ცილის შემცველობის ემულსიები), რეკომენდებულია SPX სისტემის გამოყენება დაბალი წნევის ხსნარის სახით ან SPX-PLUS-ის გამოყენება მაღალი წნევის ხსნარის სახით.
პასტერიზაციის პროცესს რამდენიმე უპირატესობა აქვს. ის უზრუნველყოფს ბაქტერიების და სხვა მიკროორგანიზმების ზრდის დათრგუნვას, რითაც აუმჯობესებს ემულსიის მიკრობიოლოგიურ სტაბილურობას. შესაძლებელია მხოლოდ წყლის ფაზის პასტერიზაცია, მაგრამ სასურველია მთლიანი ემულსიის პასტერიზაცია, რადგან ემულსიის პასტერიზაციის პროცესი მინიმუმამდე შეამცირებს პასტერიზებული პროდუქტიდან საბოლოო პროდუქტის შევსებამდე ან შეფუთვამდე ყოფნის დროს. ასევე, პროდუქტი მუშავდება ხაზოვანი პროცესით პასტერიზაციისგან საბოლოო პროდუქტის შევსებამდე ან შეფუთვამდე და ნებისმიერი გადამუშავებადი მასალის პასტერიზაცია უზრუნველყოფილია სრული ემულსიის პასტერიზაციისას.
გარდა ამისა, სრული ემულსიის პასტერიზაცია უზრუნველყოფს, რომ ემულსია კრისტალიზაციის ხაზში მიეწოდება მუდმივ ტემპერატურაზე, რაც უზრუნველყოფს დამუშავების მუდმივ პარამეტრებს, პროდუქტის ტემპერატურას და პროდუქტის ტექსტურას. გარდა ამისა, კრისტალიზაციის აღჭურვილობაში წინასწარ კრისტალიზებული ემულსიის მიწოდება თავიდან აცილებულია, თუ ემულსია სათანადოდ არის პასტერიზებული და მიეწოდება მაღალი წნევის ტუმბოს ცხიმოვანი ფაზის დნობის წერტილზე 5-10°C-ით მაღალ ტემპერატურაზე.
ემულსიის 45-55°C ტემპერატურაზე მომზადების შემდეგ, ტიპიური პასტერიზაციის პროცესი მოიცავს ემულსიის 75-85°C ტემპერატურაზე 16 წამის განმავლობაში გაცხელებას და შენარჩუნების თანმიმდევრობას, შემდეგ კი 45-55°C ტემპერატურამდე გაგრილების პროცესს. საბოლოო ტემპერატურა დამოკიდებულია ცხიმოვანი ფაზის დნობის წერტილზე: რაც უფრო მაღალია დნობის წერტილი, მით უფრო მაღალია ტემპერატურა.
გაგრილება, კრისტალიზაცია და მოზელვა (ზონა 4)
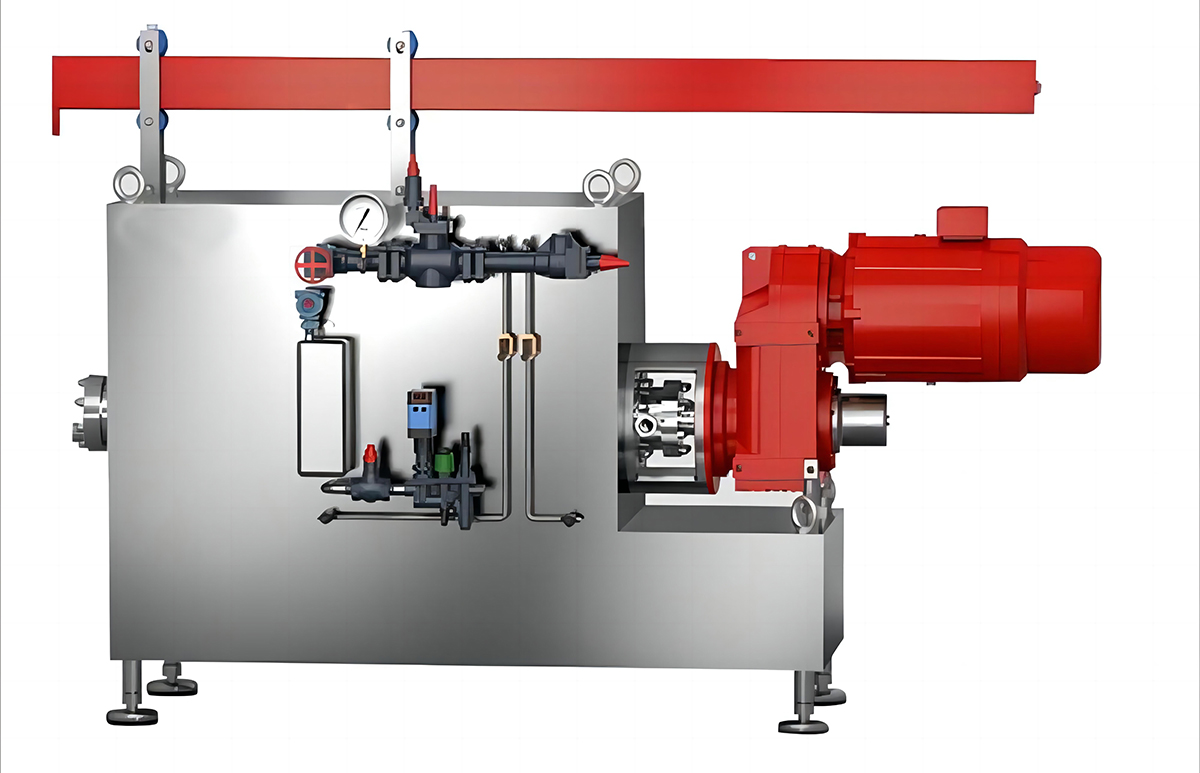
ემულსია კრისტალიზაციის ხაზზე მაღალი წნევის დგუშიანი ტუმბოს (HPP) საშუალებით მიეწოდება. მარგარინისა და მასთან დაკავშირებული პროდუქტების წარმოებისთვის განკუთვნილი კრისტალიზაციის ხაზი, როგორც წესი, შედგება მაღალი წნევის SSHE-სგან, რომელიც გაცივდება ამიაკის ან ფრეონის ტიპის გამაგრილებელი საშუალებით. ხაზში ხშირად შედის პინისებური როტორული მანქანა(ები) და/ან შუალედური კრისტალიზაციის მოწყობილობები, რათა პლასტმასის პროდუქტების წარმოებისთვის დამატებითი მოზელის ინტენსივობა და დრო დამატებული იყოს. დასასვენებელი მილი კრისტალიზაციის ხაზის ბოლო საფეხურია და მხოლოდ იმ შემთხვევაშია ჩართული, თუ პროდუქტი შეფუთულია.
კრისტალიზაციის ხაზის ცენტრალური ნაწილია მაღალი წნევის SSHE, რომლის დროსაც თბილი ემულსია ზეგაცივდება და კრისტალდება გამაგრილებელი მილის შიდა ზედაპირზე. ემულსია ეფექტურად იწმინდება მბრუნავი საფხეკებით, ამგვარად, ემულსია ერთდროულად ცივდება და იზელება. როდესაც ემულსიაში ცხიმი კრისტალდება, ცხიმის კრისტალები ქმნიან სამგანზომილებიან ქსელს, რომელიც იჭერს წყლის წვეთებს და თხევად ზეთს, რის შედეგადაც მიიღება პლასტმასის ნახევრად მყარი ბუნების თვისებების მქონე პროდუქტები.
დასამზადებელი პროდუქტის ტიპისა და კონკრეტული პროდუქტისთვის გამოყენებული ცხიმების ტიპის მიხედვით, კრისტალიზაციის ხაზის კონფიგურაციის (ანუ გამაგრილებელი მილებისა და პინისებური როტორული მანქანების თანმიმდევრობის) რეგულირება შესაძლებელია კონკრეტული პროდუქტისთვის ოპტიმალური კონფიგურაციის უზრუნველსაყოფად.
ვინაიდან კრისტალიზაციის ხაზი, როგორც წესი, ერთზე მეტ სპეციფიკურ ცხიმოვან პროდუქტს აწარმოებს, SSHE ხშირად შედგება ორი ან მეტი გამაგრილებელი სექციისგან ან გამაგრილებელი მილისგან, რათა დააკმაყოფილოს მოქნილი კრისტალიზაციის ხაზის მოთხოვნები. სხვადასხვა ცხიმის ნაზავის სხვადასხვა კრისტალიზებული ცხიმოვანი პროდუქტის წარმოებისას საჭიროა მოქნილობა, რადგან ნაზავების კრისტალიზაციის მახასიათებლები შეიძლება განსხვავდებოდეს ერთი ნაზავის მიხედვით.
კრისტალიზაციის პროცესი, დამუშავების პირობები და დამუშავების პარამეტრები დიდ გავლენას ახდენს საბოლოო მარგარინისა და სპრედის პროდუქტების მახასიათებლებზე. კრისტალიზაციის ხაზის დიზაინის შექმნისას მნიშვნელოვანია ხაზზე წარმოებისთვის დაგეგმილი პროდუქტების მახასიათებლების იდენტიფიცირება. მომავლისთვის ინვესტიციის უზრუნველსაყოფად აუცილებელია ხაზის მოქნილობა, ასევე ინდივიდუალურად კონტროლირებადი დამუშავების პარამეტრები, რადგან საინტერესო პროდუქტების ასორტიმენტი შეიძლება შეიცვალოს დროთა განმავლობაში, ასევე ნედლეულის მიხედვით.
ხაზის სიმძლავრე განისაზღვრება SSHE-სთვის ხელმისაწვდომი გაგრილების ზედაპირით. ხელმისაწვდომია სხვადასხვა ზომის მანქანები, დაბალი და მაღალი სიმძლავრის ხაზებიდან. ასევე ხელმისაწვდომია სხვადასხვა ხარისხის მოქნილობა, ერთმილისებრი აღჭურვილობიდან მრავალმილისებრ ხაზებამდე, შესაბამისად, მაღალმოქნილი გადამამუშავებელი ხაზები.
მას შემდეგ, რაც პროდუქტი გაცივდება SSHE-ში, ის შედის პინისებურ როტორულ მანქანაში და/ან შუალედურ კრისტალიზატორებში, სადაც ის გარკვეული პერიოდის განმავლობაში და გარკვეული ინტენსივობით იჟღინთება, რათა ხელი შეუწყოს სამგანზომილებიანი ქსელის განვითარებას, რომელიც მაკროსკოპულ დონეზე წარმოადგენს პლასტმასის სტრუქტურას. თუ პროდუქტი განკუთვნილია შეფუთული პროდუქტის სახით გასავრცელებლად, ის კვლავ შევა SSHE-ში, სანამ შეფუთვამდე დასასვენებელ მილში დამკვიდრდება. თუ პროდუქტი ჭიქებშია ჩასმული, კრისტალიზაციის ხაზში დასასვენებელი მილი არ შედის.

შეფუთვა, შევსება და ხელახალი დნობა (ზონა 5)

ბაზარზე სხვადასხვა შესაფუთი და შემავსებელი მანქანაა ხელმისაწვდომი და ამ სტატიაში არ იქნება აღწერილი. თუმცა, პროდუქტის კონსისტენცია ძალიან განსხვავდება, თუ ის შესაფუთად ან შესავსებად იწარმოება. აშკარაა, რომ შეფუთულ პროდუქტს უფრო მკვრივი ტექსტურა უნდა ჰქონდეს, ვიდრე შევსებულ პროდუქტს და თუ ეს ტექსტურა ოპტიმალური არ არის, პროდუქტი გადამისამართდება ხელახალი დნობის სისტემაში, დნება და ბუფერულ ავზში დაემატება ხელახალი დამუშავებისთვის. ხელმისაწვდომია სხვადასხვა ხელახალი დნობის სისტემა, მაგრამ ყველაზე ხშირად გამოყენებული სისტემებია PHE ანუ დაბალი წნევის SSHE.
ავტომატიზაცია
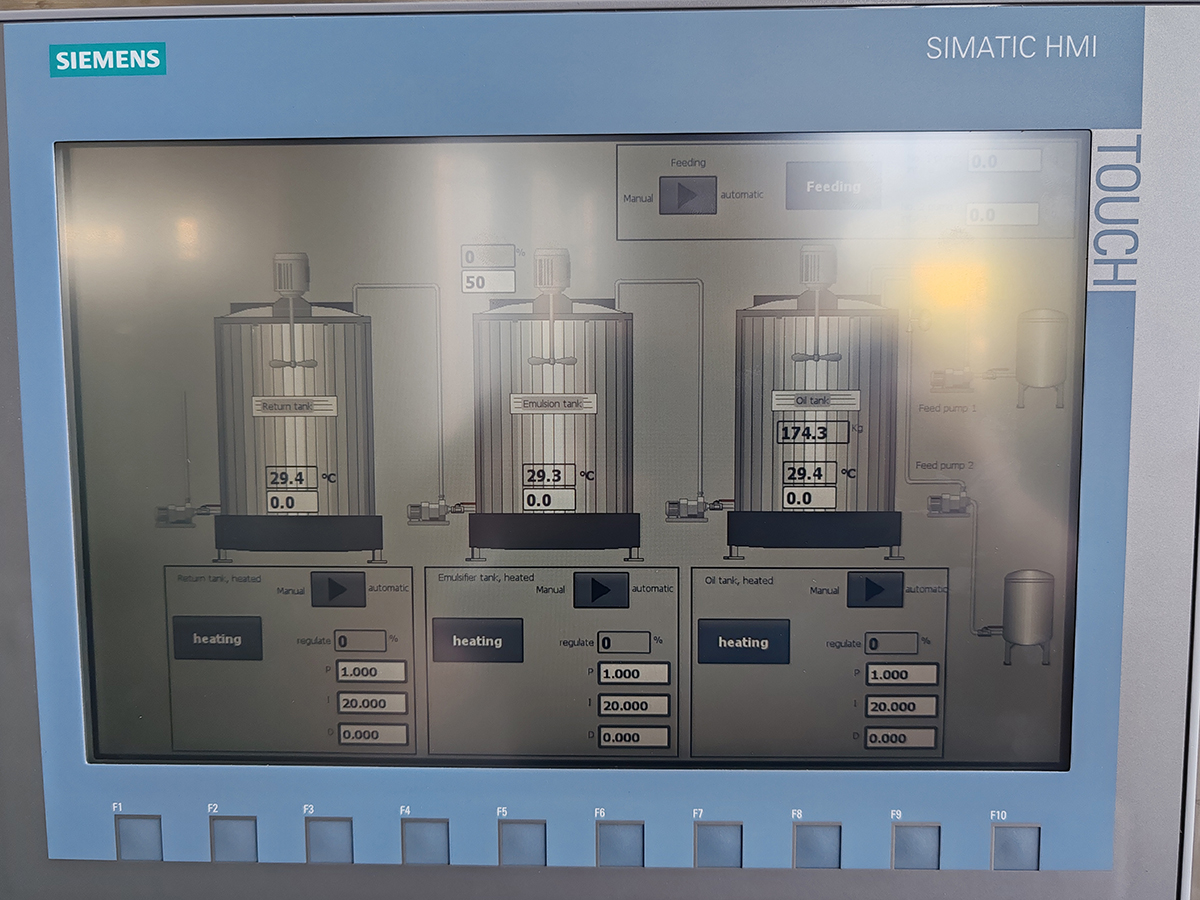
მარგარინი, სხვა საკვები პროდუქტების მსგავსად, დღეს ბევრ ქარხანაში მკაცრი მიკვლევადობის პროცედურების დაცვით იწარმოება. ეს პროცედურები, რომლებიც, როგორც წესი, მოიცავს ინგრედიენტებს, წარმოებას და საბოლოო პროდუქტს, არა მხოლოდ საკვების უვნებლობის გაუმჯობესებას, არამედ საკვების მუდმივ ხარისხსაც უზრუნველყოფს. მიკვლევადობის მოთხოვნების დანერგვა შესაძლებელია ქარხნის კონტროლის სისტემაში და Shiputec-ის კონტროლის სისტემა შექმნილია წარმოების სრული პროცესის მნიშვნელოვანი პირობებისა და პარამეტრების კონტროლის, აღრიცხვისა და დოკუმენტირების მიზნით.
მართვის სისტემა აღჭურვილია პაროლით დაცვით და მოიცავს მარგარინის გადამუშავების ხაზში ჩართული ყველა პარამეტრის ისტორიული მონაცემების აღრიცხვას, რეცეპტის ინფორმაციიდან პროდუქტის საბოლოო შეფასებამდე. მონაცემთა აღრიცხვა მოიცავს მაღალი წნევის ტუმბოს სიმძლავრეს და გამომავალობას (ლ/სთ და უკუწნევა), პროდუქტის ტემპერატურას (პასტერიზაციის პროცესის ჩათვლით) კრისტალიზაციის დროს, SSHE-ს გაგრილების ტემპერატურას (ან გამაგრილებელი გარემოს წნევას), SSHE-ს და პინ-როტორული მანქანების სიჩქარეს, ასევე მაღალი წნევის ტუმბოს, SSHE-ს და პინ-როტორული მანქანების მომუშავე ძრავების დატვირთვას.
კონტროლის სისტემა

დამუშავების დროს, ოპერატორს გაეგზავნება სიგნალიზაცია, თუ კონკრეტული პროდუქტის დამუშავების პარამეტრები ზღვრებს სცდება; ეს სიგნალიზაცია რეცეპტების რედაქტორში წარმოებამდე დგინდება. ეს სიგნალიზაცია ხელით უნდა დადასტურდეს და პროცედურების შესაბამისად უნდა განხორციელდეს მოქმედებები. ყველა სიგნალიზაცია ინახება ისტორიულ სიგნალიზაციის სისტემაში შემდგომი ნახვისთვის. როდესაც პროდუქტი შესაბამისად შეფუთული ან შევსებული სახით ტოვებს წარმოების ხაზს, იგი პროდუქტის სახელწოდებისგან განცალკევებულია და ჩვეულებრივ აღინიშნება თარიღით, დროით და პარტიის საიდენტიფიკაციო ნომრით შემდგომი თვალყურის დევნებისთვის. ამრიგად, წარმოების პროცესში ჩართული ყველა წარმოების ეტაპის სრული ისტორია ინახება მწარმოებლისა და საბოლოო მომხმარებლის, მომხმარებლის უსაფრთხოებისთვის.
CIP

CIP-ის დასუფთავების ქარხნები (CIP = ადგილზე გაწმენდა) ასევე თანამედროვე მარგარინის საწარმოს ნაწილია, რადგან მარგარინის წარმოების ქარხნები რეგულარულად უნდა იწმინდებოდეს. ტრადიციული მარგარინის პროდუქტებისთვის კვირაში ერთხელ დასუფთავების ჩვეულებრივი ინტერვალია. თუმცა, მგრძნობიარე პროდუქტებისთვის, როგორიცაა დაბალცხიმიანი (მაღალი წყლის შემცველობა) და/ან მაღალი ცილის შემცველი პროდუქტები, რეკომენდებულია CIP-ებს შორის უფრო მოკლე ინტერვალები.
პრინციპში, გამოიყენება ორი CIP სისტემა: CIP დანადგარები, რომლებიც საწმენდ საშუალებებს მხოლოდ ერთხელ იყენებენ, ან რეკომენდებული CIP დანადგარები, რომლებიც მუშაობენ საწმენდი საშუალებების ბუფერული ხსნარის მეშვეობით, სადაც ისეთი საშუალებები, როგორიცაა ტუტე, მჟავა და/ან სადეზინფექციო საშუალებები, გამოყენების შემდეგ ბრუნდება ინდივიდუალურ CIP შესანახ ავზებში. ეს უკანასკნელი პროცესი სასურველია, რადგან ის წარმოადგენს ეკოლოგიურად სუფთა გადაწყვეტას და ეკონომიურ გადაწყვეტას საწმენდი საშუალებების მოხმარებისა და შესაბამისად, მათი ღირებულების თვალსაზრისით.
იმ შემთხვევაში, თუ ერთ ქარხანაში რამდენიმე საწარმოო ხაზია დამონტაჟებული, შესაძლებელია პარალელური გამწმენდი ტრასების ან CIP თანამგზავრული სისტემების დაყენება. ეს მნიშვნელოვნად ამცირებს გამწმენდის დროს და ენერგიის მოხმარებას. CIP პროცესის პარამეტრები ავტომატურად კონტროლდება და აღირიცხება მართვის სისტემაში შემდგომი კვალის აღსადგენად.
დასკვნითი შენიშვნები
მარგარინისა და მასთან დაკავშირებული პროდუქტების წარმოებისას მნიშვნელოვანია გვახსოვდეს, რომ საბოლოო პროდუქტის ხარისხს არა მხოლოდ გამოყენებული ინგრედიენტები, როგორიცაა ზეთები და ცხიმები ან პროდუქტის რეცეპტი განსაზღვრავს, არამედ ქარხნის კონფიგურაცია, დამუშავების პარამეტრები და ქარხნის მდგომარეობა. თუ ხაზი ან აღჭურვილობა კარგად არ არის მოვლილი, არსებობს რისკი, რომ ხაზი ეფექტურად არ მუშაობდეს. ამიტომ, მაღალი ხარისხის პროდუქციის წარმოებისთვის აუცილებელია კარგად მოქმედი ქარხანა, მაგრამ ასევე მნიშვნელოვანია ცხიმის ნაზავის შერჩევა, რომლის მახასიათებლები შეესაბამება პროდუქტის საბოლოო გამოყენებას, ასევე ქარხნის სწორი კონფიგურაცია და დამუშავების პარამეტრების შერჩევა. და ბოლოს, მაგრამ არანაკლებ მნიშვნელოვანი, საბოლოო პროდუქტი უნდა გაიაროს თერმული დამუშავება საბოლოო გამოყენების შესაბამისად..
გამოქვეყნების დრო: 2023 წლის 19 დეკემბერი